

Я давяраю шрубавай цыліндры з ПВХ-трубы для экструзіі, таму што ў ёй выкарыстоўваецца высакаякасная легаваная сталь і перадавыя пакрыцці. Я бачу, як гэтыя характарыстыкі дапамагаюць ёй супрацьстаяць цяплу, ціску і зносу. У параўнанні са стандартнымі варыянтамі, прэміяльная...Аднашрубавы ствол з ПВХ-трубыслужыць да шасці разоў даўжэй. Я таксама спадзяюся нааднашнекавы ствол для выдзіманняі аЭкструдар з ПЭ-трубамі з адным шрубавым стваломдля цяжкіх работ.
Матэрыял і канструкцыя шрубавага ствала з ПВХ-труб для экструзіі

Выбар прэміяльнай легаванай сталі
Калі я выбіраю шрубавы ствол з ПВХ-трубы для экструзіі, я засяроджваюся на легаванай сталі. Правільная сталь мае вырашальнае значэнне для даўгавечнасці і прадукцыйнасці. Я спадзяюся на такія матэрыялы, як38CrMoAlA і 42CrMoтаму што яны прапануюцьвысокая трываласць і выдатная зносаўстойлівасцьГэтыя сталі вытрымліваюць складаныя ўмовы экструзіі, у тым ліку высокія тэмпературы і ціск. Я таксама шукаю бочкі з біметалічнай абалонкай або абліцоўкай з нержавеючай сталі, калі мне патрэбна дадатковая абарона ад карозіі, выкліканай хлорнымі злучэннямі ПВХ.
Вось некаторыя з найбольш распаўсюджаных легаваных сталей і іх прымяненне:
| Легаваная сталь / Матэрыял | Асноўныя характарыстыкі | Ужыванне ў шрубавых бочках з ПВХ |
|---|---|---|
| AISI 4140 | Добрая трываласць, паддаецца тэрмічнай апрацоўцы, шырока даступны | Стандарт для большасці шрубавых балонаў з ПВХ |
| AISI 4340 | Больш высокая трываласць, лепшае пранікненне пры тэрмічнай апрацоўцы | Выкарыстоўваецца для глыбокіх рэйсаў або шруб малога дыяметра |
| Нітралой 135-М | Алюміній для азотавання, палепшаная зносаўстойлівасць | Азотаваныя паверхні для больш працяглага тэрміну службы |
| Нержавеючая сталь 17-4 PH | Моцны, устойлівы да карозіі | Меншыя шрубы, якія патрабуюць устойлівасці да карозіі |
| Інструментальныя сталі D2 і H13 | Высокая зносаўстойлівасць, тэрмаапрацоўка, устойлівасць да карозіі | Зоны з высокай ступенню зносу, гільзы, пластыфікацыйныя шрубы |
| Інструментальныя сталі CPM (CPM 10V і г.д.) | Выдатная ўстойлівасць да ізаляцыі і карозіі | Напоўненыя кампазіты, працяглая зносаўстойлівасць |
Я заўсёды выбіраю марку сталі ў залежнасці ад патрабаванняў працэсу экструзіі. Высокатрывалыя легаваныя сталі і біметалічныя сплавы даюць мне ўпэўненасць у тым, што шрубавы ствол з ПВХ-трубы для экструзіі праслужыць гады інтэнсіўнага выкарыстання.
Пашыраная апрацоўка паверхні і цвёрдасць
Апрацоўка паверхні адыгрывае велізарную ролю ў тым, як доўга служыць маіх шрубавых ствалоў. Я выкарыстоўваю азотаванне, каб стварыць на сталі цвёрды пласт, які можа дасягаць 70 HRC. Гэты пласт устойлівы да зносу і нагрузак, нават калі ствол падвяргаецца высокаму ціску і тэмпературы. Храмаванне надае паверхні гладкасць і памяншае трэнне, што спрашчае чыстку і паляпшае цякучасць расплаву. Часам я выбіраю біметалічныя сплавы або пакрыцці з карбіду вальфраму для яшчэ большай устойлівасці да ізаляцыі.
Парада: Азотаванне ўтварае нітрыдны пласт таўшчынёй каля 0,5-0,8 мм, які абараняе ствол ад зносу і карозіі. Храмаванае пакрыццё, звычайна таўшчынёй 10-50 мікрон, падтрымлівае гладкасць паверхні і дапамагае прадухіліць наліпанне матэрыялу.
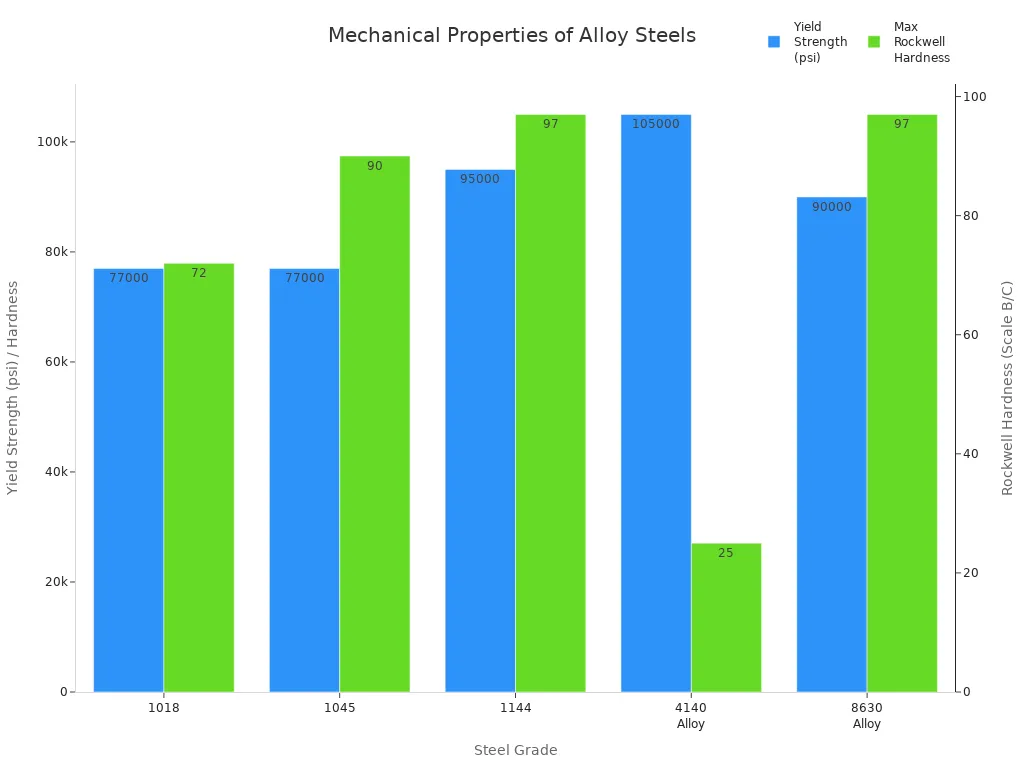
Вось кароткі агляд механічных уласцівасцей сталей, якія я выкарыстоўваю:
| Марка сталі | Мяжа цякучасці (psi) | Максімальная цвёрдасць па шкале Роквела (шкала) | Заўвагі па ўласцівасцях і выкарыстанні |
|---|---|---|---|
| Сплаў 4140 | 60 000 – 105 000 | С20 – С25 | Трывалы, пластычны, зносаўстойлівы |
| 17-4 PH нержавеючая сталь | 110 000 | С40 | Моцны, устойлівы да карозіі |
| Інструментальная сталь D2 | 90 000 | С55 | Высокая зносаўстойлівасць, устойлівасць да карозіі |
Я заўсёды падбіраю апрацоўку паверхні ў адпаведнасці з тыпам пластыка і дабавак, якія выкарыстоўваю. Такім чынам, мой шрубавы ствол з ПВХ-трубы для экструзіі застаецца надзейным і эфектыўным.
Дакладная вытворчасць і структурная цэласнасць
Дакладная вытворчасць — гэта аснова трывалага шнекавага барабана. Я давяраю апрацоўцы на станках з ЧПУ для выканання жорсткіх дапушчальных адхіленняў, часам да ±0,01 мм. Такая дакладнасць забяспечвае ідэальнае счапленне шнека і барабана, што мае вырашальнае значэнне для эфектыўнай транспарціроўкі і змешвання ПВХ. Я звяртаю пільную ўвагу на геаметрыю шнека — дыяметрыю, глыбіню канала, крок і ступень сціску. Гэтыя асаблівасці дапамагаюць мне кантраляваць ціск і тэмпературу, прадухіляючы дэградацыю матэрыялу.
- Я выкарыстоўваю вакуумныя вентыляцыйныя секцыі і змешвальныя элементы для выдалення затрыманых газаў і стараннага змешвання дабавак.
- Награвальныя элементы і астуджальныя каналы ў бочцы дазваляюць мне кантраляваць тэмпературныя зоны, падтрымліваючы стабільнасць расплаву.
- Інтэграваныя сістэмы кіравання дазваляюць мне кантраляваць і карэктаваць працэс у рэжыме рэальнага часу, падтрымліваючы дакладнасць памераў і прадухіляючы дэфекты.
Калі я заўважаю які-небудзь знос або адхіленне памераў, я хутка дзейнічаю. Нават невялікія змены могуць знізіць прапускную здольнасць і эфектыўнасць пластыфікацыі, што прывядзе да няроўных сценак трубы або нерасплаўленых часціц. Падтрымліваючы дакладнасць, я гарантую, што мой шрубавы ствол з ПВХ-трубы для экструзіі мае стабільную якасць і працяглы тэрмін службы.
Канструкцыйныя і эксплуатацыйныя перавагі шрубавага бочка з ПВХ-труб для экструзіі

Аптымізаваная геаметрыя шнека і раўнамерная падача
Калі я выбіраю шнекавы барабан для экструзіі ПВХ-трубы, я звяртаю пільную ўвагу на геаметрыю шнека. Правільная канструкцыя дапамагае мне дасягнуць плаўнай і раўнамернай падачы ПВХ-матэрыялу. Я шукаю характарыстыкі, якія спрыяюць эфектыўнай транспарціроўцы і змешванню. Вось некаторыя ключавыя элементы канструкцыі, якія я ўлічваю:
- Больш глыбокія пралёты і каналы ў канвеернай секцыі дазваляюць хутка перамяшчаць матэрыял, не выклікаючы занадта моцнага зруху.
- Глыбіня канала памяншаецца ад зоны транспарціроўкі да зоны дазавання, што ўраўнаважвае плаўленне і змешванне.
- Большы крок палёту перамяшчае больш матэрыялу з меншай сілай, а элементы рэверсу дапамагаюць кантраляваць паток і паляпшаць змешванне.
- Падаючая секцыя забяспечвае паток матэрыялу і прадухіляе закаркаванне.
- У секцыі сціскання ПВХ плавіцца і змешваецца, выкарыстоўваючы цяпло ад трэння.
- Дазацыйная секцыя забяспечвае стабільную падачу расплаўленага матэрыялу.
Я заўсёды пераконваюся, што геаметрыя шнека адпавядае ўласцівасцям ПВХ і патрэбам працэсу экструзіі. Гэтая старанная канструкцыя дапамагае мне пазбегнуць дэфектаў і падтрымлівае стабільны паток матэрыялу.
Калі я заўважаю які-небудзь знос шрубы, я хутка дзейнічаю. Нават невялікія змены ў геаметрыі могуць прывесці да нераўнамернага патоку і дэфектаў у гатовай трубе. Падтрымліваючы шрубу ў найлепшай форме, я падтрымліваю высокую якасць экструзіі і памяншаю адходы.
Інтэграваныя сістэмы ацяплення і астуджэння
Дакладны кантроль тэмпературы мае важнае значэнне для вытворчасці трывалых і аднастайных ПВХ-труб. Я спадзяюся на перадавыя сістэмы нагрэву і астуджэння, убудаваныя ў шнекавы цыліндр. Гэтыя сістэмы дапамагаюць мне падтрымліваць патрэбную тэмпературу на кожным этапе экструзіі.
| Тып сістэмы | Апісанне | Кантэкст прыкладання |
|---|---|---|
| Сістэма ацяплення | Электрычныя метады нагрэву, такія як індукцыйны і рэзістыўны нагрэў, якія прымяняюцца па-за ствалом | Забяспечвае цяпло, неабходнае для плаўлення ПВХ |
| Сістэма астуджэння | Сістэмы вадзянога або паветранага астуджэння; паветранае астуджэнне для малых экструдараў, вадзяное для большых | Прадухіляе перагрэў і падтрымлівае стабільную тэмпературу |
Я выкарыстоўваю тэмпературныя датчыкі для кантролю працэсу ў рэжыме рэальнага часу. Аўтаматызаванае кіраванне рэгулюе награванне і астуджэнне па меры неабходнасці. Такая ўстаноўка падтрымлівае стабільную тэмпературу расплаву, што важна для якасці труб і дакладнасці памераў.
- Кантроль тэмпературы ў кожнай зоне забяспечвае поўнае і раўнамернае плаўленне ПВХ.
- Правільная тэмпература формы прадухіляе занадта хуткае прагінанне або зацвярдзенне трубы.
- Сістэмы астуджэння дапамагаюць трубе захоўваць форму і зніжаць унутранае напружанне.
З дапамогай гэтых сістэм я магу хутка прыстасоўвацца да змен і пазбягаць такіх дэфектаў, як няроўныя сцены або шурпатыя паверхні.
Устойлівасць да зносу, карозіі і высокага ціску
Шрубавы ствол з ПВХ-трубы для экструзіі працуе ў жорсткіх умовах. Я выбіраю стволы, вырабленыя са спецыяльных сплаваў і з перадавымі пакрыццямі, якія ўстойлівыя да зносу і карозіі. Апрацоўка ПВХ можа вылучаць саляную кіслату, якая разбурае звычайную сталь. Каб прадухіліць гэта, я выкарыстоўваю біметалічныя стволы з укладышамі, багатымі нікелем, і цвёрдымі пакрыццямі, такімі як карбід вальфраму.
- Адгезійны знос узнікае, калі металічныя дэталі труцца адна аб адну.
- Абразіўны знос узнікае з-за напаўняльнікаў, такіх як шкловалакно або мінералы ў ПВХ.
- Каразійны знос выклікаецца хімічнымі рэчывамі, якія вылучаюцца падчас апрацоўкі.
Я таксама сачу за тым, каб матэрыялы шрубы і ствала супадалі. Гэта прадухіляе праблемы з рознай хуткасцю пашырэння пры награванні. Рэгулярныя праверкі і тэхнічнае абслугоўванне дапамагаюць мне своечасова выявіць знос і пазбегнуць буйнога рамонту.
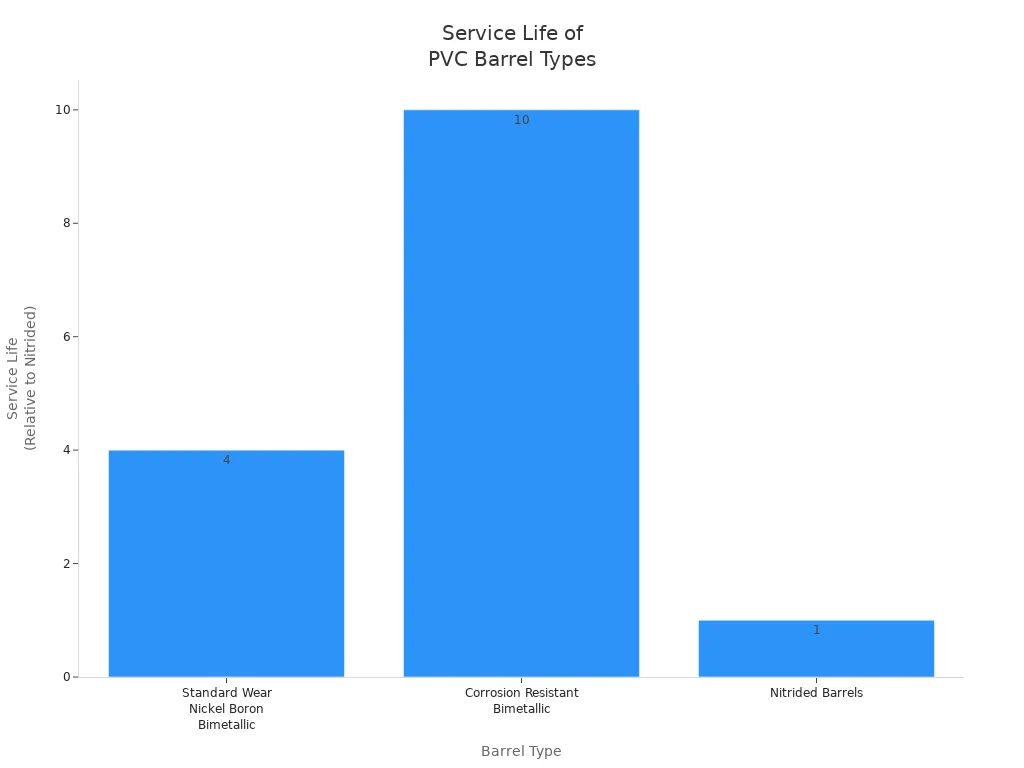
| Тып ствала | Зносаўстойлівасць | Устойлівасць да карозіі | Тэрмін службы ў параўнанні з азотаванымі бочкамі |
|---|---|---|---|
| Стандартны знос нікель-бор біметалічны | Выдатная ўстойлівасць да ізаляцыі | Умераная каразійная ўстойлівасць | Прынамсі ў 4 разы даўжэй |
| Біметалічны, устойлівы да карозіі | Выдатная зносаўстойлівасць | Выдатна супрацьстаіць HCl і кіслотам | Больш чым у 10 разоў даўжэй у агрэсіўных атмасферах |
| Азотаваныя бочкі | Высокая цвёрдасць паверхні | Слабая каразійная ўстойлівасць | Базавая лінія (1x) |
Выкарыстоўваючы гэтыя матэрыялы і канструкцыі, я падаўжаю тэрмін службы свайго абсталявання і падтрымліваю бесперабойную працу вытворчасці, нават пад высокім ціскам і з абразіўнымі матэрыяламі.
Стабільная якасць экструзіі і падоўжаны тэрмін службы
Я ведаю, што стабільная якасць з'яўляецца ключом да поспеху ў вытворчасці ПВХ-труб. Я кантралюю важныя параметры, такія як тэмпература, ціск і хуткасць, каб падтрымліваць стабільнасць працэсу. Я выкарыстоўваю дакладныя інструменты для праверкі памераў труб і пошуку паверхневых дэфектаў. Аўтаматызаваныя сістэмы дапамагаюць мне выяўляць праблемы на ранняй стадыі і падтрымліваць працэс у патрэбным кірунку.
- Я адсочваю аб'ёмы вытворчасці, узровень дэфектаў і спажыванне энергіі для вымярэння прадукцыйнасці.
- Рэгулярнае тэхнічнае абслугоўванне і праверка выраўноўвання дапамагаюць мне пазбегнуць прастояў.
- Трывалыя шрубавыя цыліндры з біметалічным пакрыццём памяншаюць неабходнасць прыпынку для рамонту.
Калі я ўкладваю грошы ў высакаякасны шнекавы барабан для экструзіі ПВХ-труб, я бачу менш паломак і менш адходаў. Мае выдаткі на абслугоўванне зніжаюцца, і я магу лягчэй апрацоўваць перапрацаваныя матэрыялы. Я таксама заўважаю меншае спажыванне энергіі, таму што абсталяванне працуе больш эфектыўна.
Паводле майго досведу, гэтыя перавагі прыводзяць да значнай эканоміі выдаткаў і павышэння прадукцыйнасці. Я магу выконваць тэрміны пастаўкі і заставацца задаволенымі сваімі кліентамі.
Я ўкладваю грошы ў шрубавы ствол для экструзіі з ПВХ-труб, таму што ён забяспечвае працяглы тэрмін службы і стабільную якасць труб.
- Модульная канструкцыя ствалоў і перадавыя матэрыялы скарачаюць час прастою і выдаткі на абслугоўванне.
- Рэгулярныя праверкі і належныя пакрыцці дапамагаюць мне адпавядаць галіновым стандартам.
| Выгада | Вынік |
|---|---|
| Высокая трываласць | Больш нізкія эксплуатацыйныя выдаткі |
| Перадавыя тэхналогіі | Павышэнне задаволенасці кліентаў |
Часта задаваныя пытанні
Як мне даглядаць за шрубавым ствалом з ПВХ-трубы для экструзіі?
Я рэгулярна чышчу ствол. Я правяраю яго на наяўнасць зносу і карозіі. Я хутка замяняю зношаныя дэталі. Я выкарыстоўваю рэкамендаваныя змазкі і кантралюю тэмпературу.
Парада: Плануйце штомесячныя праверкі, каб выявіць раннія прыкметы зносу.
Якая апрацоўка паверхні найлепш падыходзіць для экструзіі ПВХ з высокай устойлівасцю да ізаляцыі?
Для большасці работ я аддаю перавагу азотаванню. Пры апрацоўцы абразіўных злучэнняў я выкарыстоўваю біметалічныя або карбід-вальфрамавыя пакрыцці. Гэтыя апрацоўкі падаўжаюць тэрмін службы і ўстойлівыя да зносу.
Ці магу я наладзіць геаметрыю шрубы для розных памераў ПВХ-труб?
Я працую з вытворцамі, каб карэктавацьдыяметр шрубы, крок і глыбіня палёту. Індывідуальная геаметрыя дапамагае мне дасягнуць аптымальнага патоку расплаву і стабільнай якасці труб любога памеру.
| Варыянт налады | Выгада |
|---|---|
| Дыяметр | Адпавядае таўшчыні трубы |
| Вышыня | Кантралюе паток матэрыялаў |
| Глыбіня палёту | Паляпшае якасць змешвання |

Час публікацыі: 27 жніўня 2025 г.