

Я бачу, якАднашрубавыя бочкіпераўтварыць перапрацоўку пластыка. Калі я выкарыстоўваю аднашнекавы барабан для грануляцыі перапрацоўкі, я заўважаю лепшую якасць расплаву, стабільнае змешванне і меншы знос. МойПластыкавы экструдар для перапрацоўкі пластыкапрацуе больш плаўна. Дзякуючы дакладнай тэмпературы і хуткасці шрубы, мойЭкструдар для перапрацоўкі пластыкадасягае больш высокай прадукцыйнасці і якасці гранул.
- Флюс для плаўлення
- Хуткасць шрубы
- Тэмпература бочкі
- Кіраванне напружаннем зруху
Ключавыя механізмы, якія спрыяюць эфектыўнасці

Палепшаная гамагенізацыя расплаву
Калі я працую на экструдары для перапрацоўкі, я імкнуся да дасягнення аднастайнага расплаву. Гамагенізацыя расплаву азначае стараннае змешванне пластыка па меры яго плаўлення, каб кожная гранула мела аднолькавую якасць. Я даведаўся, штокантроль тэмпературы і патоку расплавумае важнае значэнне. Даследаванні такіх пластмас, як нейлон і поліпрапілен, паказваюць, што калі я падтрымліваю аднастайнасць расплаву, я атрымліваю лепшыя перапрацаваныя гранулы. Калі расплав неаднастайны, перапрацаваны пластык можа стаць слабым або далікатным.
Я бачу розніцу ў якасці гранул, калі выкарыстоўваю аднашнекавы барабан, прызначаны для лепшага змешвання. Напрыклад, даследаванні па гамагенізацыі расплаву пры зруху паказваюць, што змешванне з высокім зрухам у аднашнекавых барабанах паляпшае фізічную і тэрмічную аднастайнасць перапрацаваных пластмас. Гэты працэс памяншае колькасць забруджванняў і змяняе структуру палімера такім чынам, што дапамагае ў далейшых этапах перапрацоўкі. Я заўважыў, што мае перапрацаваныя гранулы маюць менш дэфектаў і лепшыя характарыстыкі, калі расплав аднастайны.
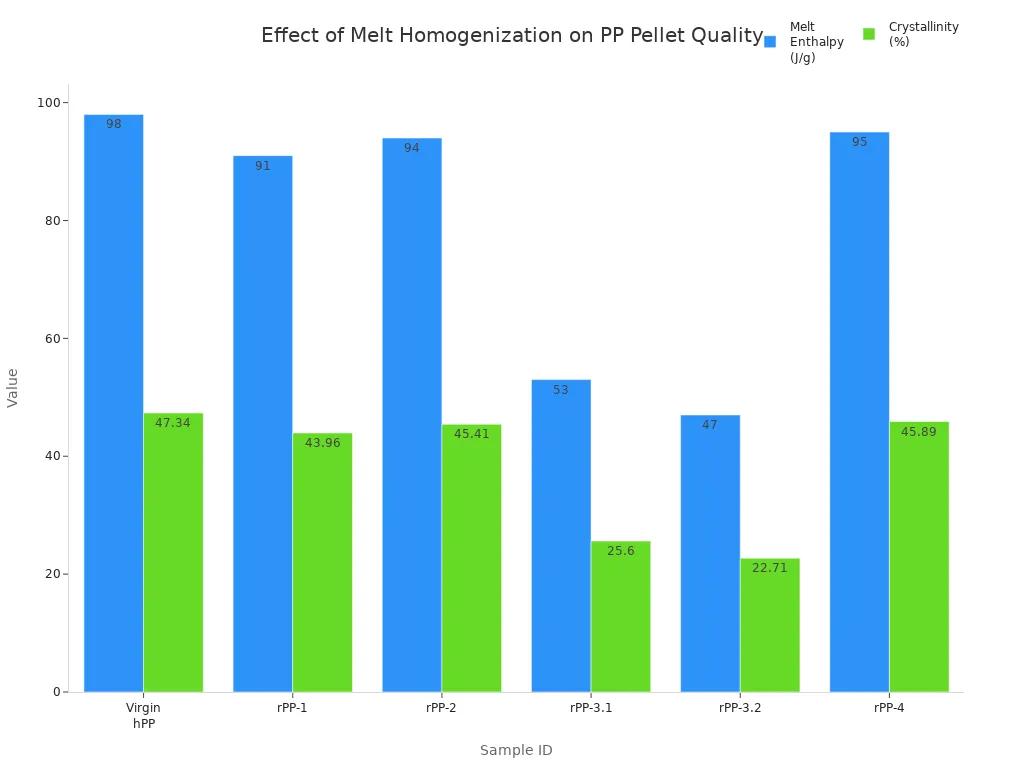
Лічбы пацвярджаюць тое, што я бачу ў сваёй майстэрні. Калі я параўноўваю ўзоры перапрацаванага поліпрапілену, тыя, што маюць больш высокую крышталічнасць і энтальпію плаўлення, выглядаюць і працуюць больш як чысты пластык. Вось табліца, якая паказвае, як розныя ўмовы апрацоўкі ўплываюць на якасць гранул:
| Ідэнтыфікатар узору | Энтальпія расплаву (Дж/г) | Крышталічнасць (%) |
|---|---|---|
| Нетрадыцыйны гомапалімер ПП (hPP) | 98 | 47,34 |
| Перапрацаваны PP-1 (rPP-1) | 91 | 43,96 |
| Перапрацаваны ПП-2 (рПП-2) | 94 | 45,41 |
| Перапрацаваны ПП-3.1 (рПП-3.1) | 53 | 25,60 |
| Перапрацаваны ПП-3.2 (рПП-3.2) | 47 | 22,71 |
| Перапрацаваны PP-4 (rPP-4) | 95 | 45,89 |
Я заўсёды імкнуся да такіх вынікаў, як rPP-1, rPP-2 і rPP-4, якія блізкія да неапрацаванага PP. Больш нізкія значэнні, такія як rPP-3.1 і rPP-3.2, сведчаць аб тым, што расплава была дрэнна змяшаная або мела забруджванне.
Калі я кантралюю цякучасць расплаву і змешванне, я таксама бачу лепшыя механічныя ўласцівасці канчатковага прадукту. Мае перапрацаваныя гранулы расцягваюцца і трымаюцца амаль гэтак жа добра, як новы пластык, што азначае, што я магу выкарыстоўваць іх у больш складаных умовах.
Аптымізаваная геаметрыя шрубы
Форма і канструкцыя шнека ўнутры майго экструдара маюць вялікае значэнне. Я спрабаваў розныя геаметрыі шнекаў і заўважыў, як яны ўплываюць на спажыванне энергіі, якасць расплаву і прадукцыйнасць. Калі я выкарыстоўваю шнек з правільнай геаметрыяй, я атрымліваю больш паслядоўнае змешванне і больш высокую прапускную здольнасць. Я таксама спажываю менш энергіі, што дазваляе эканоміць грошы і памяншаць знос абсталявання.
- Геаметрыя шнека ўплывае на тое, колькі энергіі мне патрэбна, і на тое, наколькі стабільнай застаецца тэмпература расплаву..
- Павелічэнне хуткасці шрубы можа знізіць спажыванне энергіі, але канструкцыя шрубы павінна адпавядаць матэрыялу.
- Бар'ерныя шнекі і змешвальныя элементы дапамагаюць падтрымліваць раўнамерную тэмпературу расплаву і паляпшаюць змешванне.
- Некаторыя канструкцыі шнекаў дазваляюць мне запускаць экструдар хутчэй без страты якасці.
- Правільная геаметрыя шнека спалучае энергаэфектыўнасць з высокай прадукцыйнасцю і добрай якасцю расплаву.
Я заўважыў, што бар'ерныя шнекі, якія аддзяляюць цвёрды пластык ад расплаўленага, дазваляюць мне працаваць з большай хуткасцю і атрымліваць большую прадукцыйнасць. Аднак мне трэба сачыць за прапускной здольнасцю, каб расплава была аднастайнай. Змяшальныя элементы, такія як секцыя зруху Maddock, забяспечваюць лепшую гамагенізацыю, што азначае менш дэфектаў у маіх гранулах.
Вось кароткае параўнанне тыпаў шруб і іх уплыву:
| Геаметрыя шрубы | Аднароднасць (кансістэнцыя) змешвання | Прапускная здольнасць | Заўвагі |
|---|---|---|---|
| Шрубы для бар'ераў | Добра працуе пры высокай прапускной здольнасці, патрабуе ўважлівага кантролю | Высокі | Лепш за ўсё падыходзіць для вялікіх партый, сачыце за нераўнамерным змешваннем на вельмі высокіх хуткасцях |
| Трохсекцыйныя шрубы | Стабільны, але ніжэйшая прапускная здольнасць | Умераны | Добра падыходзіць для стабільнай вытворчасці, менш гнуткі |
| Змешванне элементаў | Выдатная гамагенізацыя | Змяняецца | Нажніцы Maddock забяспечваюць найлепшае змешванне, асабліва для цвёрдых пластмас |
Я заўсёды выбіраю геаметрыю шрубы, якая адпавядае пластыку, які я перапрацоўваю. Такім чынам, я атрымліваю найлепшы баланс паміж хуткасцю, якасцю і спажываннем энергіі.
Пашыраныя матэрыялы для ствалоў
Матэрыял шрубавага цыліндру мае гэтак жа значэнне, як і яго канструкцыя. Я выбіраю цыліндры з высакаякасных легаваных сталей, такіх як 38CrMoAl, якія адрозніваюцца трываласцю і ўстойлівасцю. Калі я выкарыстоўваю цыліндры з азотаванымі паверхнямі, я бачу значнае павелічэнне цвёрдасці. Гэта азначае, што маё абсталяванне служыць даўжэй, нават калі я апрацоўваю абразіўныя або забруджаныя пластыкі.
- Легаваныя сталі, такія як 38CrMoAlA і AISI 4140, забяспечваюць мне неабходную трываласць.
- Парашковая металургія сталі забяспечвае яшчэ лепшую зносаўстойлівасць і каразійную ўстойлівасць.
- Азатаванне павышае цвёрдасць паверхні, часта дасягаючы HV900 або больш.
- Біметалічныя пакрыцці, такія як карбід вальфраму, абараняюць ад абразіўных напаўняльнікаў.
- Храмаванне дадае яшчэ адзін пласт абароны ад іржы і зносу.
Я заўважыў, што калі я выкарыстоўваю бочкі з гэтымі перадавымі матэрыяламі і пакрыццямі, я трачу менш часу і грошай на тэхнічнае абслугоўванне. Мой экструдар працуе даўжэй паміж інтэрваламі абслугоўвання, і мне не трэба так моцна турбавацца аб паломках. Гэтая надзейнасць дазваляе мне засяродзіцца на вытворчасці высакаякасных перапрацаваных гранул.
Парада:Заўсёды супастаўляйцематэрыял ствалада тыпаў пластмас і дабавак, якія вы апрацоўваеце. Больш трывалыя матэрыялы і пакрыцці акупляюцца пры працы з абразіўнымі або змешанымі пластыкавымі адходамі.
Спалучаючы палепшаную гамагенізацыю расплаву, аптымізаваную геаметрыю шнекаў і перадавыя матэрыялы ствалоў, я дасягаю больш высокай эфектыўнасці і лепшых вынікаў у сваёй аперацыі па перапрацоўцы пластыка. Гэтыя механізмы працуюць разам, каб забяспечыць стабільную якасць, больш высокую прадукцыйнасць і меншыя выдаткі.
Рашэнне распаўсюджаных праблем перапрацоўкі
Барацьба з забруджваннем і зменлівай сыравінай
Калі я штодня вяду сваю дзейнасць па перапрацоўцы, я сутыкаюся з непрадказальнай сыравінай. Некаторыя партыі ўтрымліваюць чысты, аднастайны пластык. Іншыя паступаюць змяшанымі з брудам, металам або вільгаццю. Я ведаю, што часціцы здробненага матэрыялу няправільнай формы маюць меншую аб'ёмную шчыльнасць, чым гранулы першаснага памолу. Гэта зніжае прапускную здольнасць і перавышае працу майго экструдара. Калі я не вырашаю гэтыя праблемы, я бачу больш высокія тэмпературы плаўлення і пагаршэнне якасці гранул.
Я спадзяюся на свой аднашнекавы барабан, каб справіцца з гэтымі праблемамі. Аптымізаваная геаметрыя зоны падачы, асабліва павялічаныя кішэні падачы, паляпшае падачу і транспарціроўку цвёрдых часціц. Такая канструкцыя прадухіляе застой матэрыялу і падтрымлівае стабільны паток. Я заўважыў, што мой экструдар захоўвае якасць расплаву нават пры апрацоўцы змешаных або забруджаных пластмас.
Вось асноўныя праблемы, з якімі я сутыкаюся пры перапрацоўцы пластыка:
- Няправільныя формы перадробленых матэрыялаў і нізкая аб'ёмная шчыльнасць
- Зніжэнне прапускной здольнасці і эфектыўнасці
- Больш высокія тэмпературы плаўлення і вузкія вокны апрацоўкі
- Забруджванне і дэградацыя матэрыялу
- Зменлівасць апрацоўкі са змешанымі пластыкамі
Мой аднашнекавы барабан дапамагае мне пераадолець гэтыя праблемы. Я бачу лепшую эфектыўнасць падачы, стабільны паток матэрыялу і меншае спажыванне энергіі. Гэтая тэхналогія дазваляе мне апрацоўваць больш шырокі асартымент перапрацаваных пластмас без шкоды для якасці.
Я часта параўноўваю аднашнекавыя экструдары з двухшнекавымі. Двухшнекавыя машыны забяспечваюць выдатнае змешванне і дэгазацыю, але яны змагаюцца з высокім ціскам і забруджваннем. Аднашнекавыя экструдары, як мой, спраўляюцца з інтэнсіўнай фільтрацыяй і лепш пераносяць забруджванні. Вось кароткае параўнанне:
| Асаблівасць | Аднашнекавы экструдар | Двухшнекавы экструдар |
|---|---|---|
| Эфектыўнасць змешвання | Умеранае змешванне, абмежаваная гамагенізацыя | Выдатнае змешванне, інтэнсіўнае размеркавальнае/дысперсійнае дзеянне |
| Аднастайнасць тэмпературы | Умераны, схільны да гарачых/халодных плям | Вельмі раўнамернае размеркаванне тэмпературы расплаву |
| Стабільнасць выхаду | Добра, можа быць пульсацыя | Стабільны і паслядоўны выхад |
| Універсальнасць матэрыялаў | Найлепш падыходзіць для аднастайных, цвёрдых матэрыялаў | Апрацоўвае дабаўкі, сумесі, забруджаную сыравіну |
| Магчымасць дэгазацыі | Абмежавана або адсутнічае | Высокі, з вакуумнымі адтулінамі і вентыляцыйнымі зонамі |
| Ідэальны выпадак выкарыстання | Дробнамаштабны, чысты цвёрды ABS | Прамысловы маштаб, спецыяльны, каляровы, перапрацаваны АБС |
Я выбіраю аднашнекавыя бочкі з-за іх здольнасці вытрымліваць высокі ціск і лепшай устойлівасці да забруджванняў. Гэта рашэнне дапамагае мне пазбегнуць дарагога рамонту і забяспечвае бесперабойную працу маёй лініі перапрацоўкі.
Зніжэнне зносу ад абразіўных матэрыялаў
Абразіўныя пластмасы і напаўняльнікі, такія як шкловалакно, тальк і карбанат кальцыю, ствараюць сур'ёзную праблему на маім заводзе. Гэтыя матэрыялы хутка зношваюць шнекі і бочкі. Раней мне даводзілася часта мяняць кампаненты, што павялічвала час прастою і выдаткі.
Цяпер я выкарыстоўваю аднашрубавыя ствалы з перадавой апрацоўкай паверхні і пакрыццямі. Мой ствол мае азотаваную паверхню і пласты біметалічнага сплаву. Гэтыя паляпшэнні павышаюць цвёрдасць і ўстойлівасць да ізаляцыі. Я бачу вялікую розніцу ў даўгавечнасці. Маё абсталяванне служыць даўжэй, нават калі я апрацоўваю цвёрдыя, абразіўныя пластмасы.
Асноўныя асаблівасці канструкцыі, якія дапамагаюць мне мінімізаваць знос:
- Аптымізаваная геаметрыя шнека для прадухілення скокаў ціску і турбулентнасці расплаву
- Выбар зносаўстойлівых матэрыялаў і спецыялізаваных пакрыццяў
- Індывідуальны дызайн для канкрэтных відаў сыравіны і напаўняльнікаў
- Дакладная апрацоўка для гладкай паверхні
- Праграмнае забеспячэнне для мадэлявання для разумення размеркавання ціску расплаву
Я даведаўся, штонайбольшы знос адбываецца паблізу пераходнай часткі, дзе цвёрдыя целы закліноўваюцца і ціск павялічваецца. Выбіраючы правільныя матэрыялы і пакрыцці, язнізіць знос да 60%Рэгулярны агляд і абслугоўванне зон высокай зносаўстойлівасці, такіх як зоны падачы і выгрузкі, падтрымліваюць мой экструдар у найлепшым стане.
Парада:Я заўсёды падбіраю канструкцыю шнекавага барабана ў адпаведнасці з пластыкамі і напаўняльнікамі, якія я апрацоўваю. Такі падыход падаўжае тэрмін службы абсталявання і павышае эфектыўнасць вытворчасці.
Павышэнне стабільнасці працэсу і ўзгодненасці вынікаў
Стабільная апрацоўка мае важнае значэнне для вытворчасці высакаякасных перапрацаваных гранул. Да таго, як я перайшоў на тэхналогію аднашнекавага барабана, я змагаўся з ваганнямі патоку, нестабільнасцю плаўлення і дрэннай транспарціроўкай цвёрдых часціц. Гэтыя праблемы прывялі да зніжэння вытворчых магутнасцей, павелічэння колькасці браку і павышэння выдаткаў на працоўную сілу.
З дапамогай майго аднашнекавага барабана JT я дасягаю стабільнага патоку расплаву і пастаяннай вытворчасці. Сучасныя сістэмы кіравання, у тым ліку датчыкі і лагічныя кантролеры, дапамагаюць мне падтрымліваць стабільную тэмпературу і ціск. Я ўважліва сачу за ўмовамі працэсу, каб прадухіліць ваганні, якія могуць дэстабілізаваць працу.
Я выкарыстоўваюбіметалічныя сплавы і перадавыя пакрыццідля павышэння зносаўстойлівасці і каразійнай устойлівасці. Гэтыя характарыстыкі маюць вырашальнае значэнне для апрацоўкі абразіўных або перапрацаваных пластмас. Стабільныя ўмовы працэсу прадухіляюць змены ўласцівасцей прадукту і памяншаюць колькасць адходаў.
Вось крокі, якія я раблю для падтрымання стабільнасці працэсу:
- Рэгулярнае тэхнічнае абслугоўванне і своечасовая замена зношаных шруб і ствалоў
- Маніторынг тэмпературы і ціску з дапамогай перадавых сістэм кіравання
- Выкарыстанне шнекавых профіляў з нестандартнымі характарыстыкамі для лепшай аднастайнасці расплаву і змешвання
- Праверка зон высокага зносу для скарачэння нечаканых прастояў
Даследаванні паказваюць, што аптымізацыя хуткасці шнека і тэмпературных зон павялічвае прапускную здольнасць і паляпшае перапрацоўку. Ніжэйшыя хуткасці шнека павялічваюць крутоўны момант і зніжаюць механічную энергію, што прыводзіць да павышэння эфектыўнасці і больш стабільнай вытворчасці. Я дакументальна пацвердзіў павелічэнне прадукцыйнасці на 18–36 % пасля аптымізацыі канструкцыі шнекавага барабана.
Заўвага:Паслядоўная праверка і прагназуемае тэхнічнае абслугоўванне падаўжаюць тэрмін службы абсталявання і паляпшаюць агульную стабільнасць працэсу ў маім перапрацоўчым бізнэсе.
Дзякуючы вырашэнню праблем з забруджваннем, зносам і стабільнасцю працэсу, мой аднашнекавы барабан дапамагае мне пастаўляць надзейныя, высакаякасныя перапрацаваныя гранулы. Я ўпэўнена і эфектыўна адпавядаю патрабаванням сучаснай перапрацоўкі.
Аднашнекавы бочка для грануляцыі перапрацоўкі: рэальныя вынікі

Павышаная прапускная здольнасць і якасць
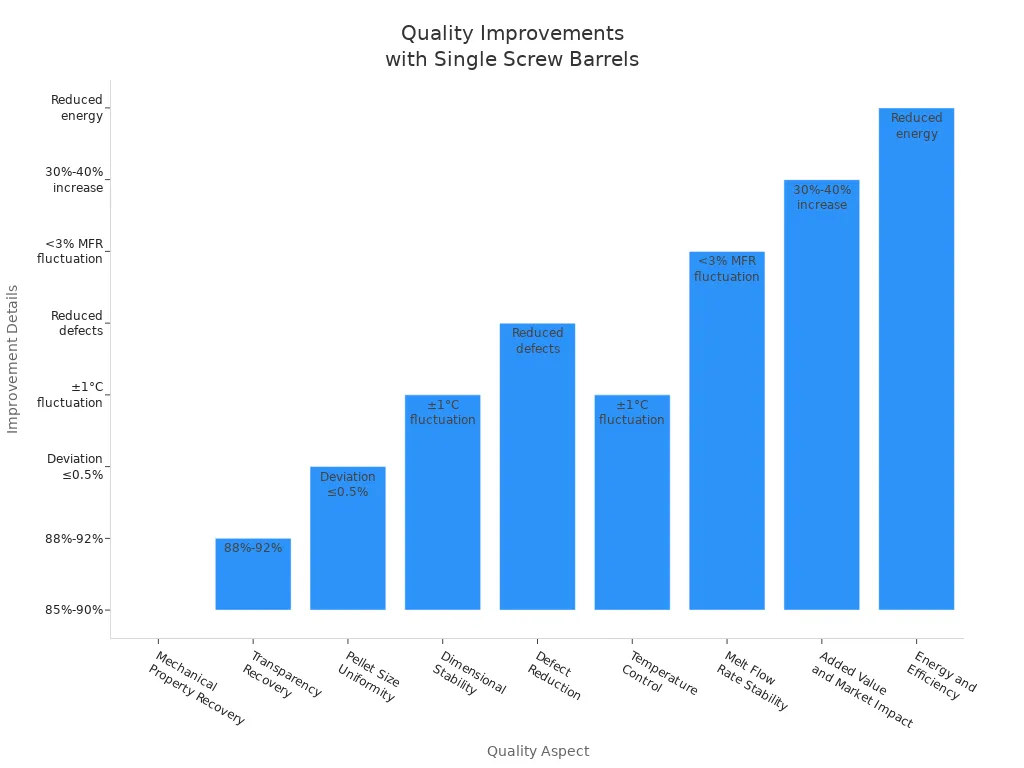
Калі я перайшоў на аднашнекавы барабан для перапрацоўкі грануляцыі, я ўбачыў значнае паляпшэнне як прапускной здольнасці, так і якасці гранул. Мае перапрацаваныя гранулы цяпер маюць лепшую механічную трываласць і павышаную празрыстасць. Я магу больш дакладна кантраляваць памер гранул, што дапамагае мне задавальняць строгія патрабаванні кліентаў. Пашыраны кантроль тэмпературы падтрымлівае стабільны паток расплаву, таму я атрымліваю менш дэфектаў і больш аднастайныя гранулы.
| Аспект якасці | Падрабязнасці паляпшэння |
|---|---|
| Аднаўленне механічных уласцівасцей | Каэфіцыент аднаўлення 85%-90%, значна вышэй, чым пры выкарыстанні звычайнага абсталявання |
| Аднаўленне празрыстасці | 88%-92% узровень аднаўлення |
| Аднастайнасць памеру гранул | Адхіленне памеру ў межах 0,5% |
| Стабільнасць памераў | Раўнамерная тэмпература (ваганні ±1°C) забяспечвае стабільнасць |
| Зніжэнне дэфектаў | Менш прымешак і дэфектаў |
| Кантроль тэмпературы | Пяціступеньчатае кіраванне, ваганні ±1°C |
| Стабільнасць хуткасці цячэння расплаву | Ваганні MFR менш за 3% |
| Дададзеная вартасць і ўплыў на рынак | Павелічэнне дабаўленай вартасці на 30–40 % |
| Энергетыка і эфектыўнасць | Меншае спажыванне энергіі, больш высокая эфектыўнасць |
Менш часу на тэхнічнае абслугоўванне і меншы час прастою
Я зразумеў, што рэгулярны догляд забяспечвае бесперабойную працу майго аднашнекавага бочкі для грануляцыі перапрацоўкі. Я прытрымліваюся строгага графіка тэхнічнага абслугоўвання і правяраю бочку кожны тыдзень. Я заўсёды падтрымліваю стабільную тэмпературу і хуткасць шнека, каб пазбегнуць нагрузкі на машыну. Чыстая, адсартаваная пластыкавая сыравіна дапамагае прадухіліць пашкоджанні ад забруджванняў. Я чышчу і змазваю рухомыя дэталі, каб спыніць іржу і трэнне. Калі я бачу зношаныя дэталі, я адразу ж іх замяняю. Я выбіраю бочкі, вырабленыя з трывалых сплаваў са спецыяльнымі пакрыццямі, такімі як азатаванне, каб падоўжыць тэрмін іх службы.
- Штотыднёвыя праверкі ствалоўпадтрымліваць маё абсталяванне ў найлепшым стане.
- Правільная налада тэмпературы і ціску прадухіляе знос.
- Чыстая сыравіна памяншае ўнутраныя пашкоджанні.
- Рэгулярная чыстка і змазка прадухіляюць паломкі.
- Прафілактычная замена дэталяў дазваляе пазбегнуць нечаканых прастояў.
- Трывалыя сплавы і пакрыцці падаўжаюць тэрмін службы ствала.
Заводы, якія выконваюць гэтыя крокі, паведамляюць пра скарачэнне прастояў і зніжэнне выдаткаў на рамонт. Мая лінія па перапрацоўцы цяпер працуе больш эфектыўна і надзейна.
Тэматычнае даследаванне: аднашнекавы ствол JT у перапрацоўцы шматпластыкавых матэрыялаў
Я ўсталяваў на сваім заводзе аднашнекавую бочку JT для грануляцыі перапрацоўкі розных відаў пластмас, такіх як ПЭ, ПП і ПВХ. Зносаўстойлівыя матэрыялы, такія як38CrMoAl і карбід вальфраму, падоўжылі тэрмін службы бочкі. Цяпер я трачу менш на рамонт і замену. Мая вытворчая лінія рэдка спыняецца, таму я выконваю тэрміны пастаўкі. Стабільная праца аднашнекавай бочкі JT для перапрацоўкі грануляцыі палепшыла маю прадукцыйнасць і знізіла выдаткі. Я бачу менш перапынкаў і лепшякасць пелет, што дапамагае мне заставацца канкурэнтаздольным на рынку.
Я бачу, як аднашнекавыя бочкі вырашаюць ключавыя праблемы перапрацоўкі. Мой вопыт паказвае лепшую якасць расплаву, змешванне і стабільнасць працэсу. З аднашнекавай бочкай для грануляцыі перапрацоўкі я дасягаю больш высокай эфектыўнасці і надзейнасці. Гэтыя паляпшэнні спрыяюць больш чыстым аперацыям, зніжаюць выдаткі і дапамагаюць мне задавальняць растучыя патрабаванні галіны да ўстойлівай перапрацоўкі пластыка.
Часта задаваныя пытанні
Якія пластмасы можна апрацоўваць з дапамогай аднашнекавага цыліндру JT?
Я магу апрацоўваць многія віды пластмас, у тым ліку PE, PP, PS,ПВХ, ПЭТ, ПК і ПА. Бочка адаптуецца да розных матэрыялаў для эфектыўнай перапрацоўкі.
Як паменшыць знос шрубавага ствала?
Я выкарыстоўваю ствалы з трывалых сплаваў з азотаванымі або біметалічнымі пакрыццямі. Рэгулярная чыстка і правільная налада дапамагаюць мне падоўжыць тэрмін службы ствала і падтрымліваць высокую прадукцыйнасць.
Чаму гамагенізацыя расплаву мае значэнне пры перапрацоўцы?
Гамагенізацыя расплаву дае мне аднастайныя гранулы. Я бачу менш дэфектаў і лепшую трываласць прадукту. Паслядоўнае змешванне дапамагае мне задавальняць стандарты якасці і задавальняць патрэбы кліентаў.

Час публікацыі: 21 жніўня 2025 г.